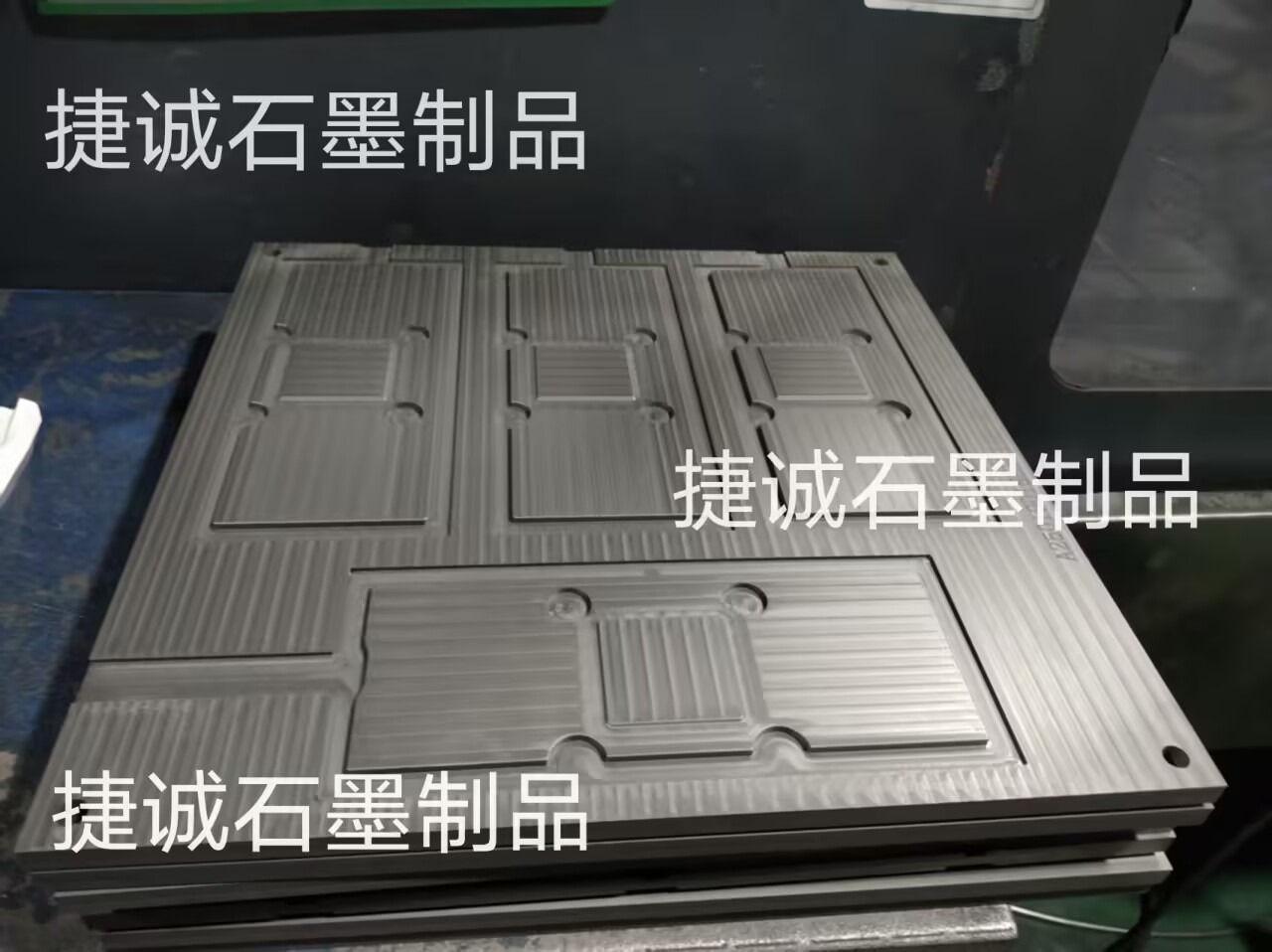
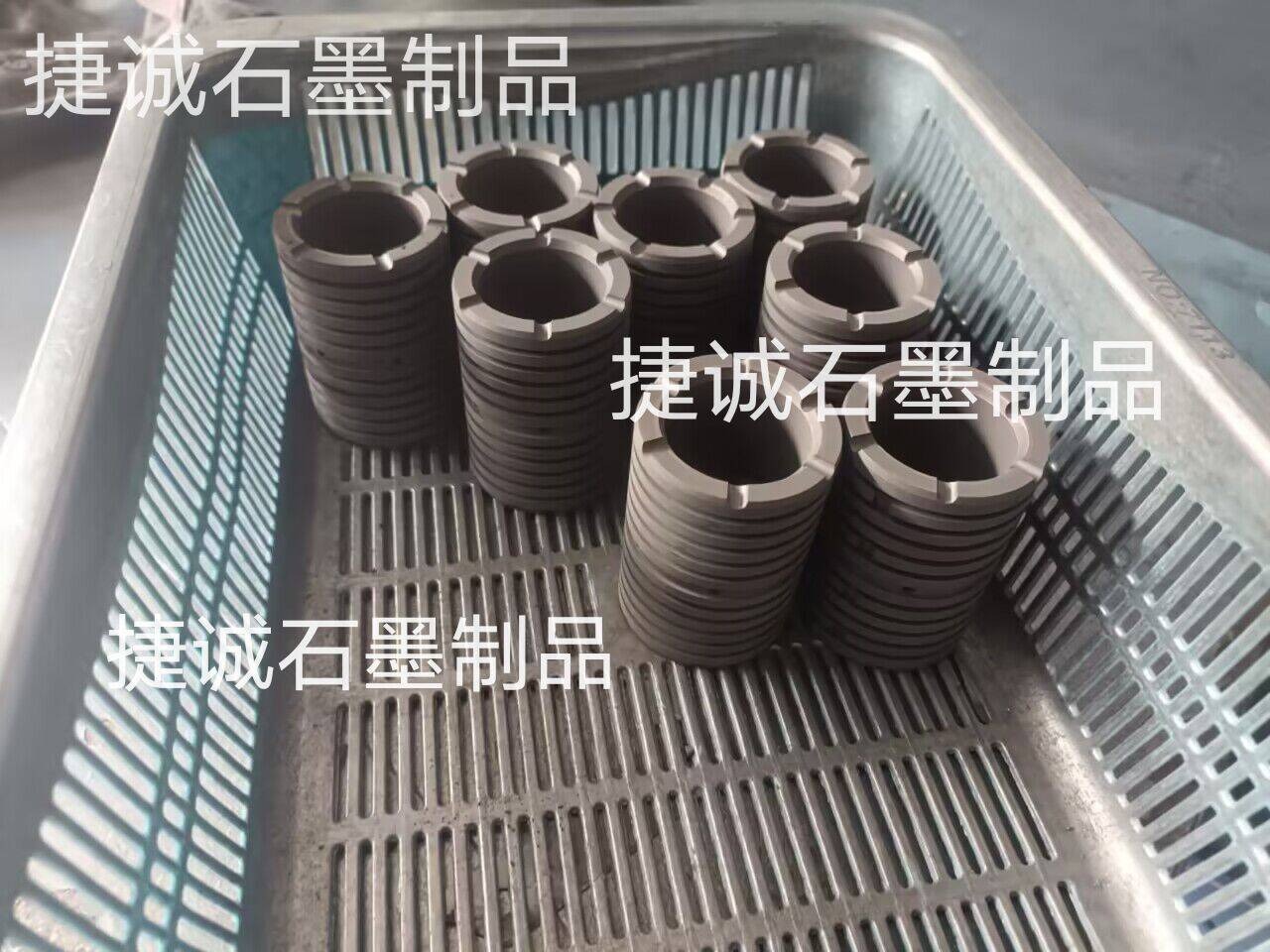
VC烧结石墨模具,均温板烧结石墨模具,VC散热石墨模具,烧结石墨模具,散热石墨模具,石墨治具,石墨模具,vc扩散焊接石墨模具,石墨模具加工,石墨模具加工厂,VC石墨模具生产厂家
VC烧结石墨模具的作业环境控制涉及温度、压力、气氛、真空度及安全规范等多个要害参数,以下为详细控制方案:
一、温度控制
预热阶段
方针:削减热应力(ΔT≤100℃/min)。
工艺:
预热温度:室温→300℃(升温速率≤5℃/min)。
保温时间:2h(保证模具均匀受热)。
焊接阶段
温度规划:1800~2200℃(依据硅锭熔点调整)。
控制精度:±5℃(选用PID算法+红外测温仪闭环控制)。
冷却阶段
强制风冷:风速≥8m/s,防止模具氧化。
降温速率:≤80℃/min(防止硅锭开裂)。
二、压力控制
压力加载曲线
初始压力:5MPa(保压10min,消除空地)。
作业压强:30~50MPa(分段加压,每段ΔP≤5MPa)。
保压时间:总时间≥90min(保证分散充沛)。
压力均匀性
多点监测:模具表面布置6个压力传感器(误差≤±3%)。
补偿算法:依据有限元分析(FEA)动态调整液压阀开度。
三、气氛控制
气体选择
惰性气体:Ar(纯度≥99.999%),流量20~50L/min。
活性气体:H2(用于表面活化,浓度≤5%)。
气体净化
吸附系统:分子筛+活性炭(去除H2O、O2至ppb级)。
监测频率:每15min检测一次气体成分。
四、真空度控制
真空获得
预抽真空:机械泵+罗茨泵(真空度≤1Pa)。
高真空维持:分散泵+离子泵。
五、安全规范
人员防护
呼吸防护:正压式空气呼吸器(过滤功率≥99.97%)。
体表防护:镀铝隔热服(耐辐射温≥1000℃)。
设备安全
联锁机制:温度超限时主动堵截加热电源(阈值≥2300℃)。
防爆规划:真空室选用双层防爆结构(抗压≥10MPa)。
应急办法
火灾预案:配备干粉灭火器(适用于A/B/C类火灾)。
泄露处理:设置应急通风口(换气速率≥20次/h)。
六、环境监控
粉尘控制
净化系统:高效过滤单元(HEPA,过滤功率≥99.995%)。
清洁规范:ISO Class 5(粒径≥0.5μm的颗粒≤100个/L)。
噪声办理
隔音办法:真空泵加装消音器(降噪≥30dB)。
操作位噪声:≤70dB(契合OSHA规范)。
该方案已应用于12英寸碳化硅晶锭量产,焊接缺陷率从3.2%降至0.8%。实践生产中需依据硅锭尺度调整压力梯度(每增加1英寸直径,压力增加2MPa),并同步优化气体流量(增加10L/min/每英寸)。