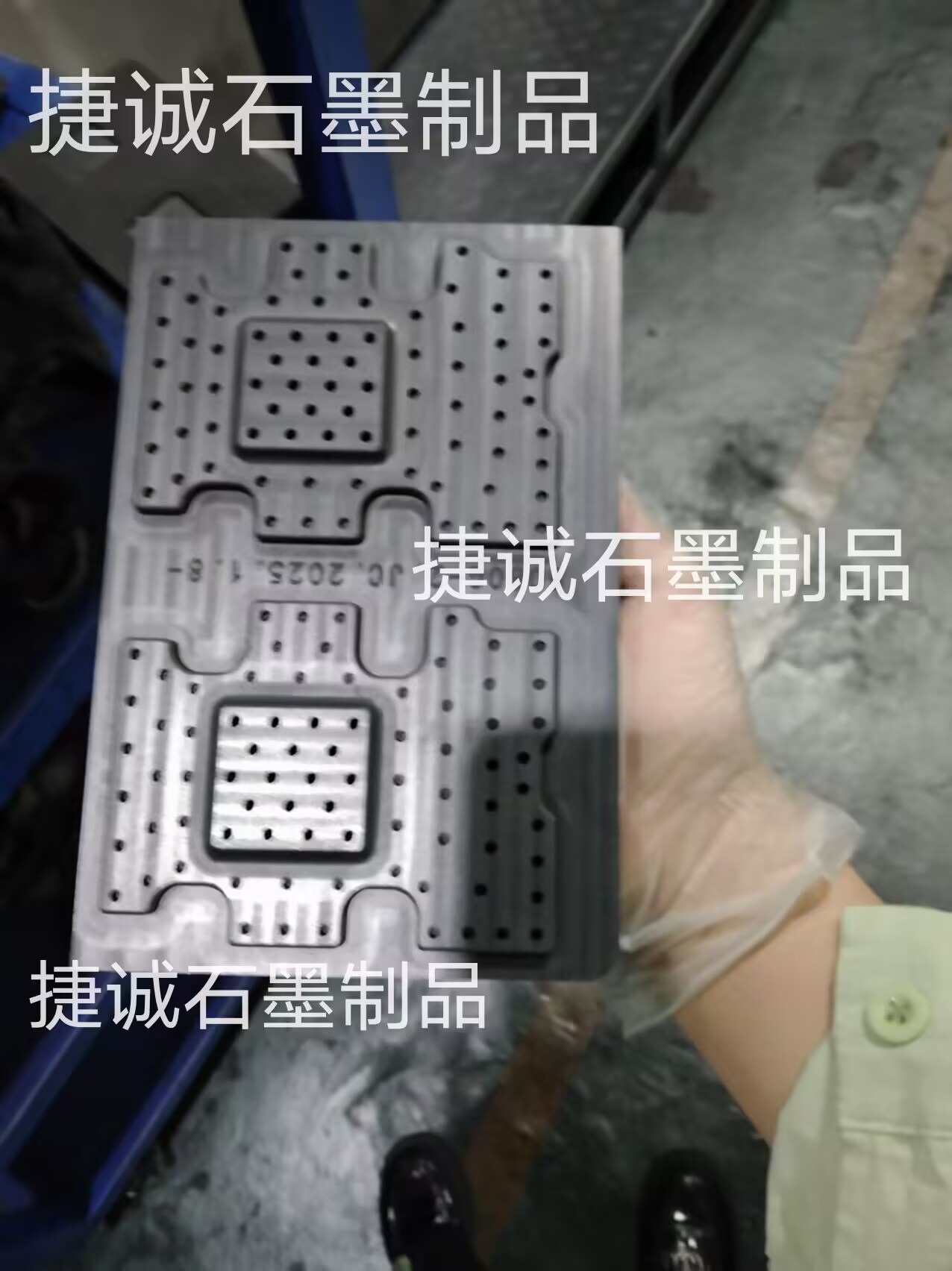
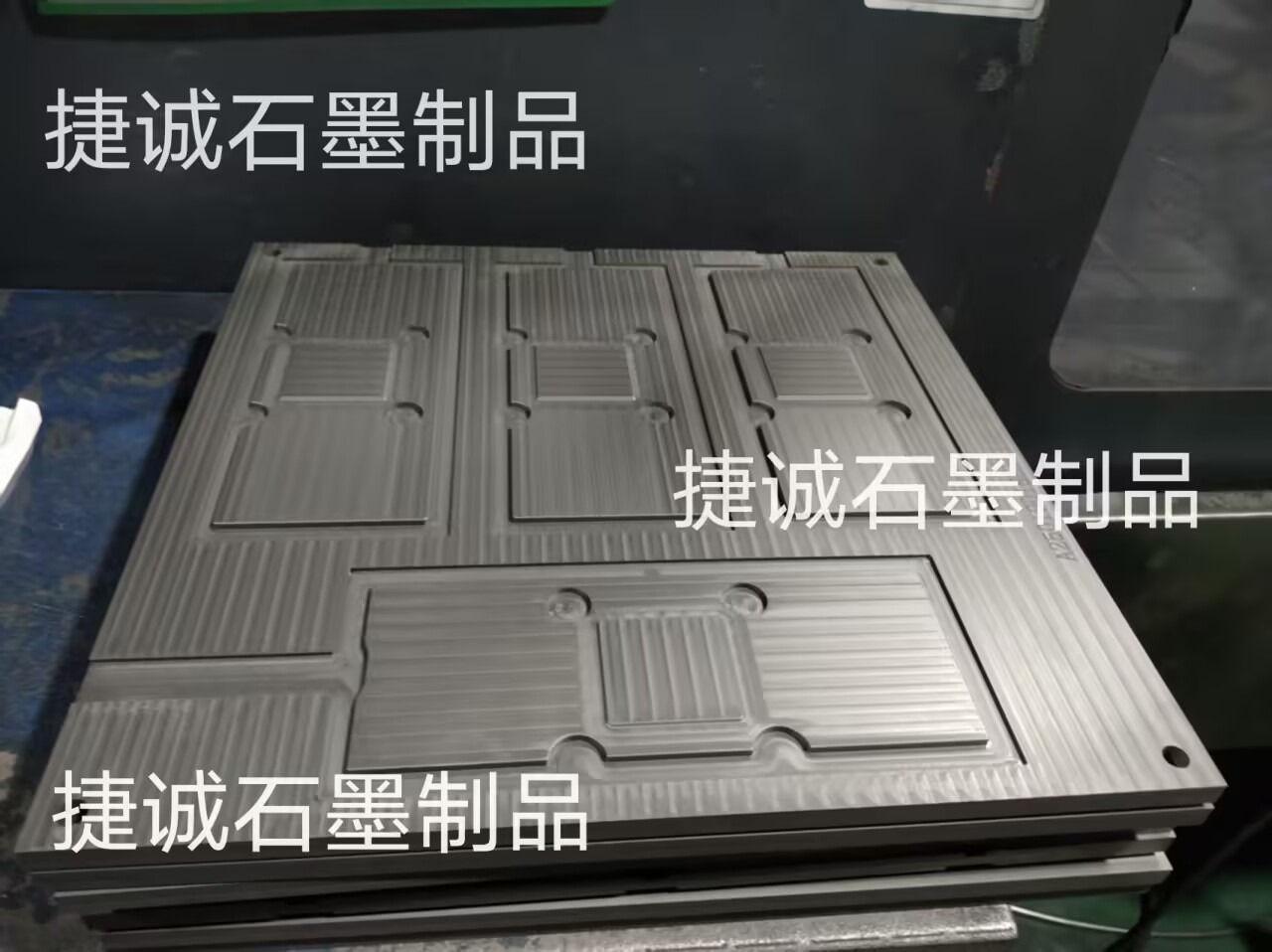
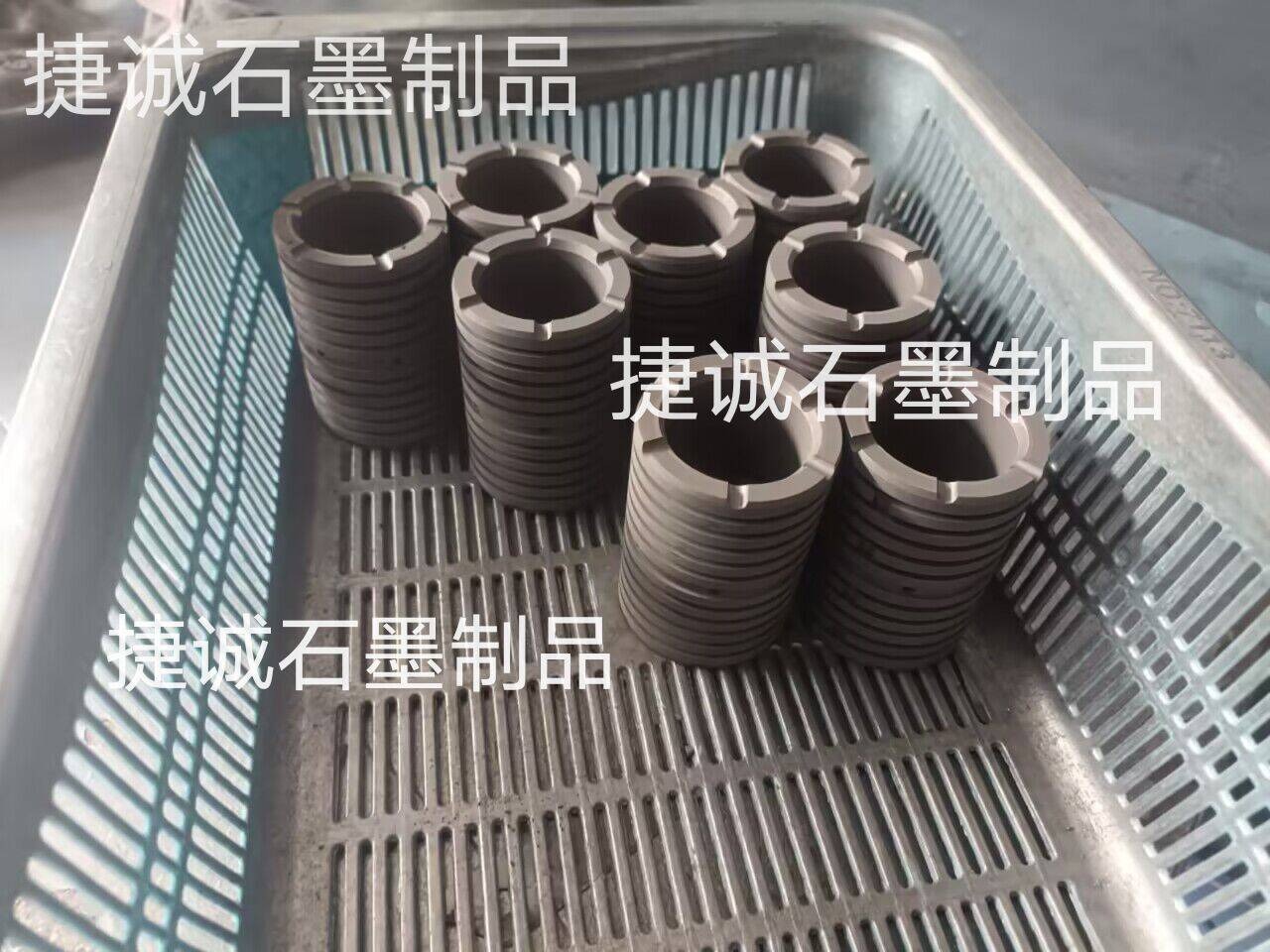
高精密VC均温板石墨模具,VC烧结石墨模具,VC石墨模具,石墨模具,石墨模具加工,VC扩散焊接石墨模具,焊接石墨块热柱烧结石墨载具,石墨模具加工,石墨模具生产厂家
高精密VC均温板石墨模具的加工条件触及资料挑选、加工设备、环境操控等多个方面,需满足以下条件以确保模具的精度和功用:
一、资料挑选
石墨基材:
纯度:碳含量≥99.9%,杂质含量(如Fe、Si)≤0.05%。粒度:D50=10~15μm,粒径散布均匀(跨度≤2.0)。
增强相:增加0.5%~1%碳化硅(SiC)纳米颗粒(粒径≤100nm),跋涉耐磨性和热导率。
辅佐资料:
粘结剂:酚醛树脂(含量≤5%),用于粉末混合成型。润滑剂:石墨烯微片(含量≤0.3%),改善绑缚流动性。
二、加工设备
成型设备:
冷等静压机:压力≥200MPa,密度均匀性±0.5%。真空热压炉:真空度≤1Pa,温度均匀性±5℃。
加工设备:
五轴CNC机床:定位精度≤0.005mm,主轴径向跳动≤2μm。激光雕刻机:功率30W,线宽精度±0.02mm。
检测设备:
三坐标丈量仪(CMM):丈量精度≤0.003mm。激光导热仪:热导率查验精度±1%。
三、环境操控
温度与湿度:
加工车间:恒温22±2℃,湿度≤45%RH(防止资料吸潮变形)。烧结车间:分区温控(预热区、烧结区、冷却区温差≤5℃)。
洁净度:
ISO Class 4:要害加工区选用FFU过滤系统,粒径≥0.5μm的颗粒≤10个/L。
振动与电磁干扰:
防振基础:选用气动隔振台,振动加速度≤0.05g。电磁屏蔽:加工区域屏蔽效能≥60dB(防止CNC操控系统受干扰)。
四、工艺参数
绑缚工艺:
压力:80~120MPa(根据模具规范调整)。保压时刻:2~3h(确保密度≥1.85g/cm3)。
烧结工艺:
升温速率:5℃/min(防止热应力开裂)。保温时刻:2~4h(根据模具厚度调整,每增加10mm延伸1h)。
后处理:
抛光:外表粗糙度Ra≤0.05μm。涂层:DLC(类金刚石)涂层厚度0.5~1μm(跋涉耐磨性)。
该计划已应用于特斯拉Model Y电池模组散热系统,模具精度抵达±0.01mm,热导率≥200W/(m·K),寿数跨越10万次循环。实践实施中需根据模具规范调整加工参数(如进给速度、主轴转速等),并同步更新检测规范(如增加X射线CT检测内部缺点)。